Planifier en petite et moyenne série
Aujourd’hui la planification en petite et moyenne série se heurte à de réelles difficultés car si planifier des produits récurrents est relativement simple à mettre en œuvre, planifier des produits peu récurrents voire des produits sur mesure est beaucoup plus complexe.
Etat des lieux
Avant de parler Planification, il est important d’identifier les produits les plus contributeurs à son chiffre d’affaires. Pour cela il existe 2 méthodes « classiques » :
- la décomposition du chiffre d’affaires en runners (produits dont la demande est régulière et fréquente), repeaters (produits dont la demande est régulière mais non fréquente) et strangers (produits dont la demande est irrégulière et imprévisible)
- la classification A,B,C basée sur la loi de Pareto.
Dans la plupart des entreprises où la part des runners ou produits A est réduite à moins de 30% du chiffre d’affaires global, c’est tout le diagramme MRPII (Manufacturing Resource Planning) qui se réduit au CBN (Calcul des Besoins Nets). En effet comment mettre en œuvre un PDP (Programme Directeur de Production) avec des centaines de produits finis à planifier chaque semaine ? Travaillant à la commande, planifier se réduit à transformer une commande en OF (Ordre de Fabrication) et le CBN se réduit à piloter les approvisionnements.
Dans d’autres entreprises, il n’est pas rare de voir une planification tenant lieu aussi bien de PIC (Plan Industriel et Commercial) que de PDP se limitant aux runners ou produits A et évitant d’intégrer les autres produits.
Planifier – une nécessité
En dehors des maquettistes et prototypistes qui sont en général surcapacitaires, les autres entreprises ont un réel besoin de planification. Besoin qu’elles n’ont peut-être pas identifié ou auquel elles ont partiellement répondu poussées par leurs clients.
En effet la planification associée au pilotage du flux est la base du pilotage opérationnel d’une entreprise. Je ne reviendrai pas sur la loi de Little qui fait l’objet d’un autre post de ce blog. Planifier, c’est être réaliste dans les demandes exprimées auprès de la production au sens large. A cette fin, planifier passe par l’équilibrage charge / capacité des ressources critiques de l’entreprise. C’est utopiste de penser pouvoir expédier plus de produits que la production n’est capable d’en fabriquer ! Qui dit charge, dit quantification de celle-ci au niveau de chaque ressource critique pour chaque produit : que ce soit via une gamme de fabrication complète ou une macro-gamme qui se limitera à ces seules ressources critiques. C’est là que se situe le problème : comment faire alors qu’une part non négligeable du chiffre d’affaires est réalisée au travers de produits non récurrents dont je ne connais pas encore la gamme ou la macro-gamme ?
Les formations à la planification même certifiantes parlent assez peu de cette problématique ou la survolent. La plupart des outils de planification sont dans le même cas.
Le secret se situe au niveau des pseudo nomenclatures.
Les pseudo nomenclatures
Ces objets sont assez peu décrits dans les ouvrages de référence de la Supply Chain et leurs appellations varient même d’un livre à l’autre. Des pseudo nomenclatures, vous en connaissez certaines et les utilisez même depuis longtemps : ce sont les nomenclatures de kit ou les nomenclatures fantômes. Je vais vous parler ici de pseudo nomenclatures moins connues : les super nomenclatures, les nomenclatures modulaires, les nomenclatures de planification et des objets encore plus mystérieux mais très puissants : les nomenclatures de commun et les nomenclatures de traceur.
Les super nomenclatures
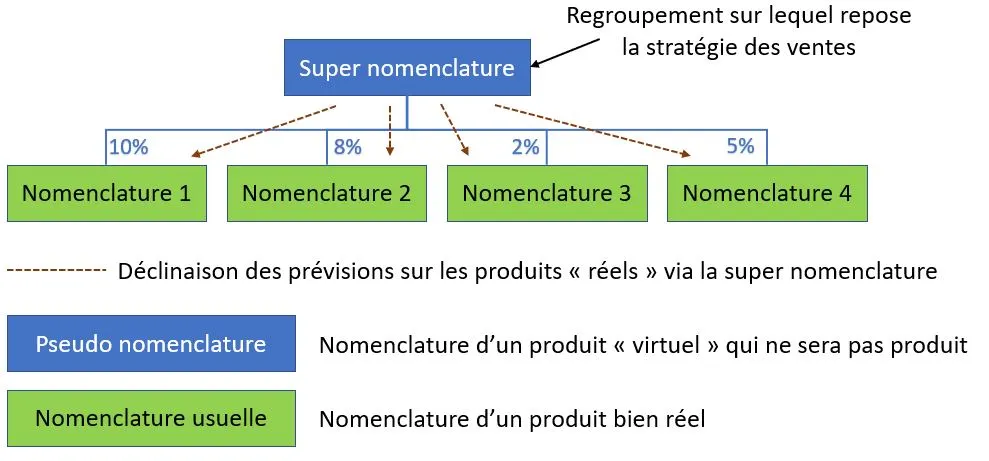
Les super nomenclatures sont des regroupements de nomenclatures. Pas un regroupement physique comme au sein d’une nomenclature « usuelle » d’assemblage de sous-ensembles mais un regroupement à des fins de planification. Par exemple cela peut être un regroupement de produits, que l’entreprise pense vendre ensemble d’un point de vue commercial, qui permettra au commerce d’exprimer des prévisions de vente cohérentes de sa stratégie. Cette super nomenclature permet alors de décliner les prévisions sur chaque composant du regroupement.
Une super nomenclature peut même aller jusqu’à intégrer tous les produits d’une famille d’un PIC.
C’est donc principalement un objet de haut niveau qui peut être utilisé au PIC ou en sortie de la gestion de la demande dans la déclinaison des prévisions.
Schéma de synthèse d’une super nomenclature :
Avec une vision plus tactique que stratégique, le PDP peut utiliser 2 autres types de pseudo nomenclatures : les nomenclatures modulaires et les nomenclatures de planification.
Les nomenclatures modulaires
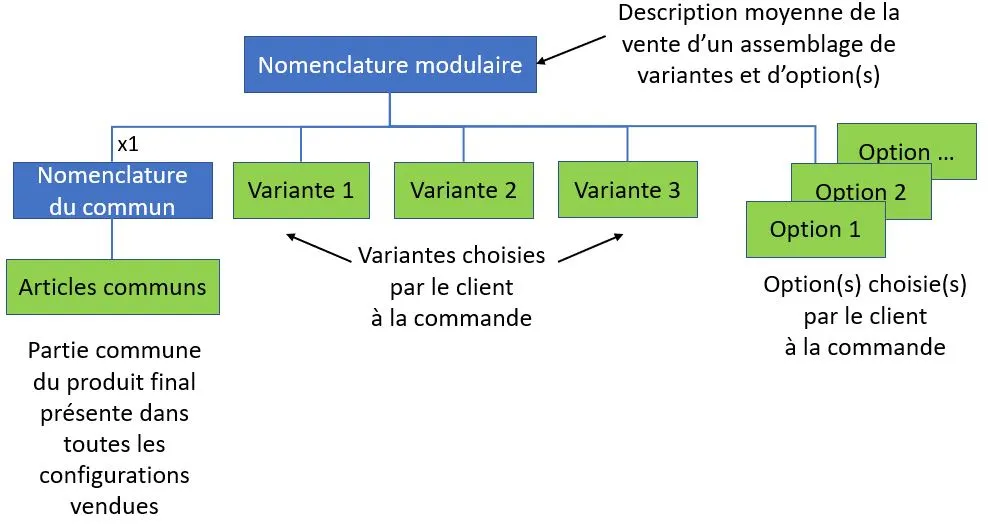
Dans ce cas, le produit est décomposé en modules, ce qui correspond à tous les produits de type assemblage dont une part est standardisée également appelés produits à options / variantes. Les variantes existent toujours mais sont choisies par le client, les options sont choisies au coup par coup. Par exemple, dans le domaine militaire, la peinture du produit fini est une variante : vert pour les forêts, sable pour les déserts. Une option serait le trépied supportant la jumelle de vision de nuit que le client achète ou pas.
Chaque option / variante est appelée dans la nomenclature modulaire avec un coefficient au prorata des ventes. La somme des coefficients des variantes est égale voire supérieure à 1. En effet, il est possible de surplanifier les variantes au départ afin de tenir compte de la marge d’erreur de la prévision commerciale : le CBN se chargera de calculer le besoin net au fil du temps.
La partie commune à tous les produits vendus est le module commun. Sa nomenclature est une pseudo nomenclature spécifique : la nomenclature du commun.
Schéma de synthèse d’une nomenclature modulaire (à options / variantes) :
Les nomenclatures de planification
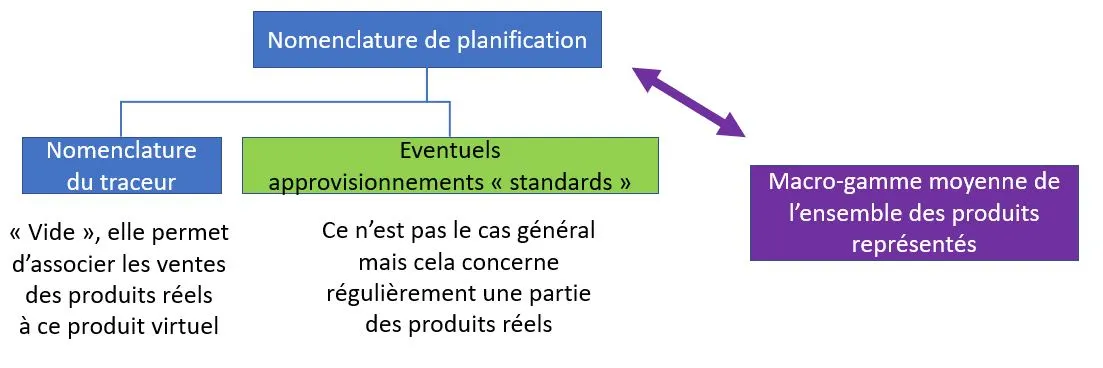
Outre les produits à options / variantes, on trouve les produits sans aucun standard – les produits réalisés sur mesure. Par exemple, dans le domaine spatial, les guides d’onde pour satellite de communication qui sont des produits uniques fabriqués sur plan à l’unité. La nomenclature de planification représente un ensemble de produits similaires au sens de la macro-gamme. C’est donc un intermédiaire entre la famille PIC trop vaste et le produit fini trop précis : c’est une notion de produit générique. Contrairement à la nomenclature modulaire, aucun article fabriqué réel ne compose ce type de nomenclature. Par contre, cette nomenclature de planification peut être composée d’approvisionnements standards au prorata des ventes.
Elle fait surtout appel à une pseudo nomenclature particulière : la nomenclature du traceur. Cette nomenclature vide sera appelée par chaque produit réalisé sur mesure et associé à cet article générique. Toute commande d’un produit sur mesure est donc liée à son groupe de rattachement via cette nomenclature du traceur.
Schéma de synthèse d’une nomenclature de planification :
Après avoir introduit ces différentes pseudo nomenclatures, quel est leur impact sur la planification ?
Le PDP à 2 niveaux
Le PDP qui s’appuie sur les demandes va donc utiliser :
- des prévisions concernant les nomenclatures modulaires (produits à options / variantes) ou les nomenclatures de planification (produits génériques)
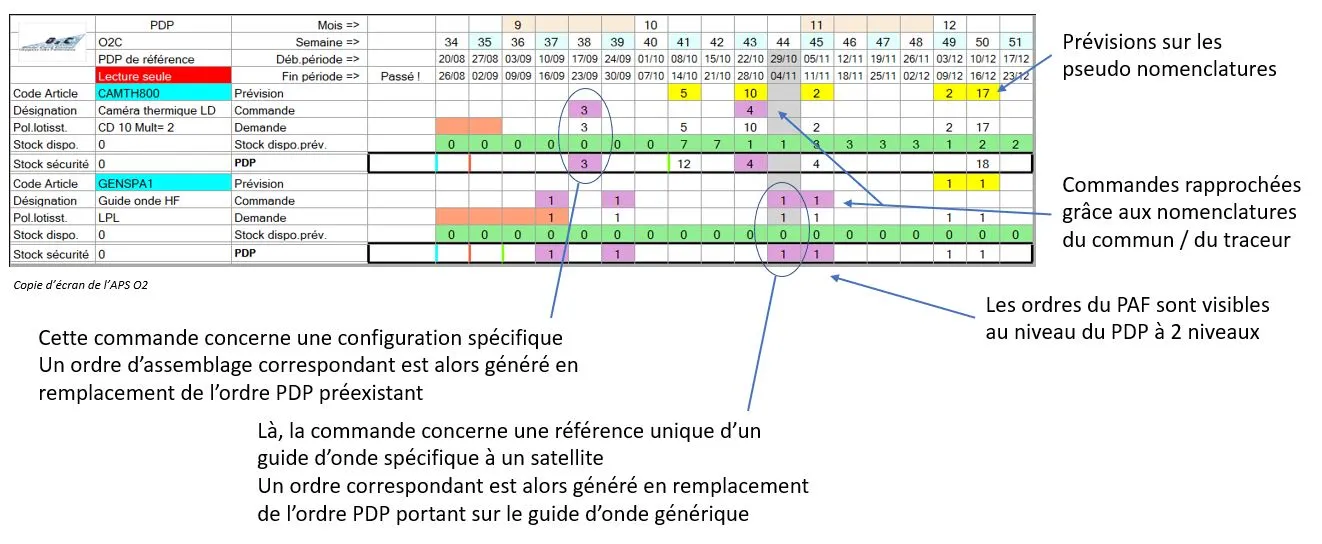
- des commandes d’une configuration bien précise dans le cas d’une nomenclature modulaire ou de références souvent uniques et non récurrentes dans le cas des nomenclatures de planification.
Ce type de PDP s’appelle un PDP à 2 niveaux : la Planification s’appuie sur le PDP des pseudo nomenclatures, l’Exécution s’appuie sur un PAF (Plan d’Assemblage Final) des produits réels commandés. Le rapprochement entre les pseudo nomenclatures et les produits réels se fait via :
- la nomenclature du commun dans le cas des nomenclatures modulaires (c’est « naturel » puisque chaque configuration fait a minima appel à la partie commune)
- la nomenclature du traceur dans le cas des nomenclatures de planification (durant le processus de gestion de la commande, le produit sur mesure est associé à un produit générique via sa nomenclature du traceur).
Exemple de PDP concernant une nomenclature modulaire et une nomenclature de planification :
Conclusion
Grâce à cette configuration à 2 niveaux, le PDP peut se limiter à une centaine d’articles dont les écarts hebdomadaires deviennent gérables. En font partie :
- les produits récurrents
- les nomenclatures modulaires des produits à options / variantes
- les nomenclatures de planification des produits génériques qui couvrent l’ensemble des produits sur mesure réalisés par l’entreprise
La charge résultante est ensuite calculée via :
- la gamme réelle limitée aux seules ressources critiques dans le cas des produits récurrents comme des produits modulaires,
- une macro-gamme moyenne dans le cas des nomenclatures de planification couvrant tous les produits non récurrents d’un groupe donné, c’est la « gamme » de l’article générique.
Le travail d’équilibrage entre charge et capacité est alors possible et rend réaliste votre planification. Vous pouvez alors piloter vos flux : déployer le LEAN après MRPII.
Autre point fort, le calcul du DAV (Disponible A Vendre) va permettre d’analyser les ventes de chaque produit générique : pourquoi tel générique se vend mieux / moins bien que prévu puis affiner les prévisions / revoir le découpage de vos produits génériques dans un processus d’amélioration continue.
Bonne mise en œuvre !